
- Low spatter arc for carbon steel at synergic MIG mode;
- Better performance for SUS at synergic MIG mode;
- Optional Short-arc pulse MIG/MAG with superb performance for SUS;
- Improved welding result of aluminum;
- Power-saving with up to 90% efficiency;
- Waveform control at a new level with 180K HZ output frequency;
- Better tolerance for welding voltage;
- Standard Job saving features (upto 50 Job)
- Up to 15m inter-connection cable;
- Friendly interface with automation;
- Longer service life and lower defective rate thanks to improved mechanical design;
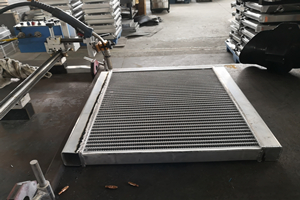
Application & Industries


| Technical Parameters | |
|---|---|
|
Control mode |
Full Digital-Control |
|
Rated Input Voltage |
AC 3PH 380V -15% ~ +21% (3PH 323V ~ 3PH 460V) |
|
Input Frequency |
45 ~65 Hz |
|
Rated Input Power |
9.2 KVA / 8.7 KW |
|
Power Factor |
0.94 |
|
Efficiency |
81% (210A / 24.5V) |
|
Rated OCV |
54.2 V |
|
Rated Output Current |
280 A |
|
Output Current Range |
30A~300A |
|
Rated Output Voltage |
12 ~ 30 V (Precision at 0.1V) |
|
Duty Cycle |
280A / 28V 60% @ 40oC 217A / 24.9V 100% @ 40oC |
|
Duty Cycle (CE*) |
250A / 26.5V 60% @ 40oC 207A / 24.5V 100% @ 40oC |
|
Applicable Material |
Carbon Steel / Stainless Steel |
|
Welding Process |
MIG / MAG / CO2 / MMA |
|
Wire Diameter |
φ 0.8 / 0.9 / 1.0 / 1.2 mm |
|
Welding Operation Mode |
2T |
|
Parameter Channel |
50 (Standard) |
|
Inductance Scope (Soft / Strong Arc) |
-9 ~ +9 |
|
Communication with Robot Controller |
Analog; DeviceNet; CAN Open; MEGMEET CAN; EtherNet/IP |
|
External Wire-feeder |
Yes |
|
Cooling Mode |
Air Cool; Water Cool (Optional) |
|
Wire-feeding Speed |
1.4 ~ 28 m/min |
|
Electromagnetic Compatibility |
IEC60974:10 EMS |
|
Insulation Grade |
H |
|
Ingress Protection |
IP 23S |
|
Protection Against Lightening |
Class D (6000V/3000A) |
|
Working Temperature & Humidity |
-40oC ~ +70oC; Humidity ≤ 95%; |
|
Dimension (L / W / H) |
610 x 260 x 398 mm |
|
Gross Weight |
23.7 KG |
|
Water Cooler Anycool-68 (Optional) |
|
|
Rated Power |
260W |
|
Rated Voltage |
AC 380V |
|
Volume of Cooling Water |
6.8L |
|
Flow of Cooling Water |
3.5L / min |
|
Max Pump Head |
20 m |
- Higher in duty cycle. Higher in deposition efficiency. Higher in wire feeding speed. 28m/min at maximum. Welding speed can exceed 2m/min, with no sacrifices of welding result.
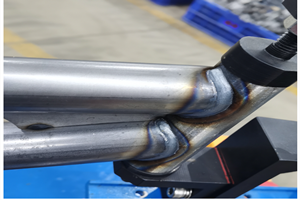
- Smooth and highly successful in arc ignition. Welding pool can be immediately created after ignition. Full-sized weld can take shape in 0.3 second.
- Soft in welding arc; strong in gap-filling welding and allowing confident handling of seam variations resulted from un-precise cutting.
- Sharp in welding arc; clear in arc direction; strong in arc penetration, reaching higher depth of penetration.
- Intelligent in welding energy control, concentrating energy on the wire melting section. High in deposition efficiency. Reaching higher wire-feeding speed at the same welding wire.
- Lower in reduced current . With a welding current control of more improved design, spatter is much limited.